Unplanned downtime is expensive. A Schneider Electric surveyof 1,453 CPG executives (2026) found that delays, downtime, rework, and quality deviations account for 15.2% of manufacturing revenue. That's not a rounding error.
The pitch for AI predictive maintenance is simple: use sensor data to spot equipment problems before they cause unplanned stops. In practice, the results depend heavily on what equipment you run, what data you're already capturing, and whether your downtime problem is actually an equipment problem at all.
This post covers what predictive maintenance actually involves, what it costs for a UK food or drink manufacturer with 50-500 staff, and - just as importantly - where it won't pay off.
Related: broader AI operations overview
The Bottom Line: - Unplanned downtime, rework, and quality deviations cost CPG manufacturers 15.2% of revenue (Schneider Electric, 2026) - A 90-day predictive maintenance pilot costs £10,000-£30,000 all-in; ongoing monitoring runs £1,000-£3,000/month - You need at least 12 months of digital equipment logs and a documented failure history before a model can learn anything useful - It works well on continuous production lines with high-value equipment; it doesn't work well for batch production or newer kit with no failure history
What is AI predictive maintenance, and how is it different from what you already do?
Most food manufacturers currently operate one of two maintenance approaches. BCG(June 2026) finds only 18% of CPG companies have scaled AI successfully, and predictive maintenance is one of the clearest reasons why: the gap between "reactive" and "predictive" is wider than it looks. Understanding that gap matters before you spend anything.
Reactive maintenancemeans fixing equipment when it breaks. You get the phone call at 2am, or someone radios the line manager when the filler stops. This is the most expensive approach because failures happen at the worst times, parts aren't pre-ordered, and the downstream knock-on (waste product, idle staff, missed despatch) multiplies the cost.
Scheduled maintenanceimproves on reactive by replacing components on a calendar: every 500 hours, every six months, every quarter. It's safer, but it's also wasteful. You replace parts that still have plenty of life left. And it doesn't prevent failures caused by abnormal wear between service intervals.
Predictive maintenancechanges the question. Instead of "when should we service this?" it asks "is this equipment showing early signs of a problem right now?" AI models trained on sensor data - vibration, temperature, motor current draw, acoustic signals, PLC outputs - learn what "normal" looks like for a specific piece of equipment. When readings deviate from that pattern, the model flags it.
Related: AI use cases by department
Citation capsule:Schneider Electric's 2026 survey of 1,453 CPG executives identifies delays, downtime, rework, and quality deviations as responsible for 15.2% of manufacturing revenue losses. BCG (June 2026) reports only 18% of CPG companies have successfully scaled AI, with predictive maintenance cited as a key differentiator between frontrunners and the rest of the sector.
What does the data actually look like?
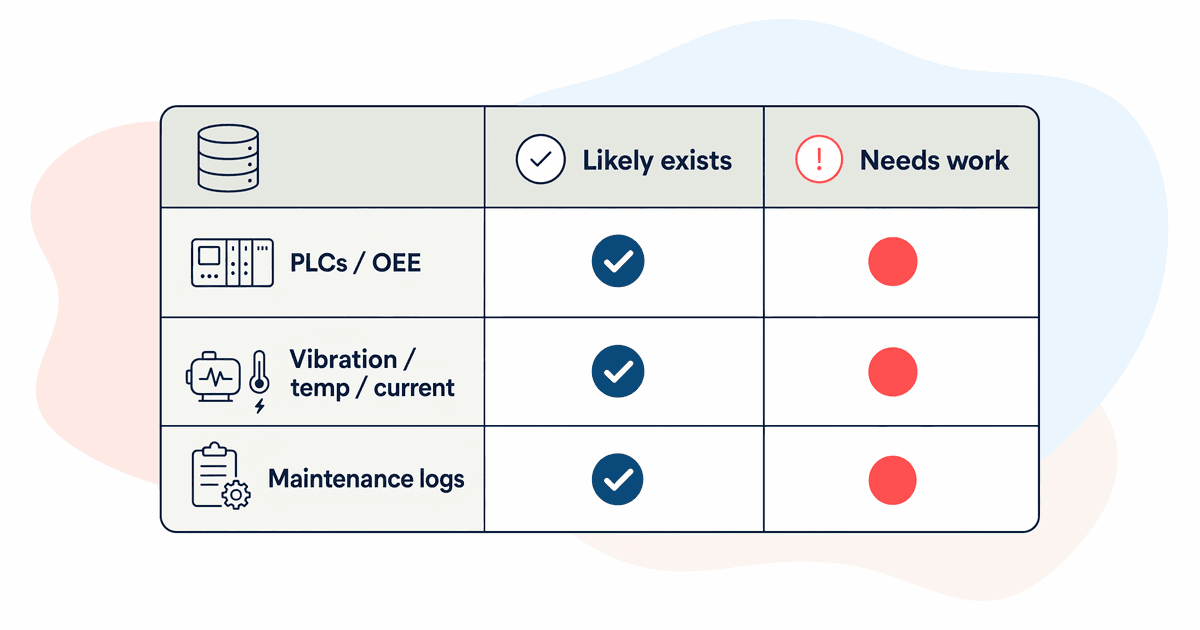
The data sources for predictive maintenance already exist on most production lines built in the last decade. The question is whether that data is being captured and stored in a way you can actually use.
PLCs and OEE systems
Most filling, mixing, and packaging equipment runs on a Programmable Logic Controller. PLCs log operational data continuously: cycle times, fault codes, start/stop events, speed settings. If your line has an OEE (Overall Equipment Effectiveness) system, it's almost certainly pulling from PLC outputs already.
The problem: that data often stays inside the machine controller or the OEE dashboard. Nobody's exporting it to a database where it can accumulate over time. If you can't query 12 months of PLC fault codes for Line 3, you don't have what you need yet.
Vibration, temperature, and current sensors
Beyond PLCs, dedicated sensors add more granular signals. Vibration sensors on motor housings detect bearing wear long before it shows up as noise or heat. Temperature probes on gearboxes flag lubrication issues. Motor current draw is particularly useful: it changes measurably when a drive is working harder than usual to compensate for mechanical problems.
Retrofitting sensors to existing equipment costs around £500-£2,000 per measurement point, including installation and cabling. A single production line might need 5-15 measurement points depending on complexity.
In our experience, most food manufacturers are surprised by how much data their equipment already generates. The gap isn't sensors - it's the data pipeline from sensor or PLC to a place where it accumulates over time. That plumbing is where most of the early project cost goes.
The minimum viable dataset
You need at least 12 months of equipment logs in digital format. That covers:
- PLC fault codes and operational data, timestamped
- At least one sensor type per target machine (vibration, temperature, or current draw)
- A maintenance log showing actual failure events with dates, machine, and failure type
Without documented failure events, the model has nothing to train against. "Machine stopped" logged as a single entry in a paper book isn't enough. The failure type and the sensor readings around that failure are what allow the algorithm to find patterns.
Citation capsule:AI predictive maintenance for food manufacturing requires a minimum of 12 months of digital equipment logs including PLC outputs, sensor readings, and documented failure events. Most production lines built in the last decade already generate this data, but it commonly remains siloed inside machine controllers rather than exported to an accessible database.
What does it actually cost for a UK SME?
This is where most vendor conversations get vague. Here are the figures we work from for food and drink manufacturers with 50-500 staff and one to five production lines.
Sensor retrofit costs
If your equipment isn't already fitted with the sensors you need, retrofit costs run roughly:
- Vibration sensor per motor:£400-£800 including installation
- Temperature probe per measurement point:£200-£500
- Current monitoring clamp per motor:£300-£600
- Data gateway to connect sensors to a cloud store or historian:£1,500-£4,000 per line
For a single production line with five to ten measurement points, expect £5,000-£15,000 for the sensor layer alone.
90-day pilot costs
A properly scoped 90-day pilot covering one line and one or two target machines typically runs £10,000-£30,000 all-in. That breaks down roughly as:
- Sensor installation and connectivity: £5,000-£12,000
- Data preparation and pipeline setup: £3,000-£8,000
- Model training and initial alert configuration: £2,000-£8,000
- Ongoing monitoring during the pilot period: included
The wide range reflects how much prep work is already done. If your PLC data is already in a historian and you have 18 months of clean logs, the pilot is at the lower end. If you're starting from scratch on data capture, it's at the top.
Ongoing monitoring costs
After the pilot, continuous monitoring runs £1,000-£3,000 per month. This covers the software platform, model updates as new failure data accumulates, and alert management. Some providers bundle this into a per-line fee; others price by number of monitored assets.
The pattern we see most often: brands underestimate data prep costs and overestimate how quickly a model becomes useful. Give yourself 60-90 days before expecting reliable alerts. The first month is mostly establishing baseline "normal" behaviour.
Related: practical AI for FMCG
Citation capsule:A 90-day AI predictive maintenance pilot for a single UK food manufacturing production line costs £10,000-£30,000 all-in, covering sensor setup, data preparation, and model training. Ongoing monitoring runs £1,000-£3,000 per month. Sensor retrofitting for one line ranges from £5,000-£15,000 depending on measurement points required.
Where does predictive maintenance actually work?
The use cases that deliver are fairly specific. Industry benchmarks suggest predictive maintenance typically recovers 10-25% of downtime-related losses in targeted areas. But that figure assumes the right conditions.
Where it works well
Continuous production lines.The model needs to learn what "normal" looks like for a specific machine running a specific product. If your line runs the same SKU 18 hours a day, five days a week, it builds a clear baseline quickly. Continuous production creates consistent data.
High-value equipment with measurable failure patterns.Mixers, fillers, packaging machinery, and compressors all have failure modes that show up in sensor data well before the machine stops. Bearing wear, seal degradation, and belt tension changes produce recognisable signals. Equipment with random or sudden failure modes (electrical faults, for instance) benefits less.
Sites where unplanned downtime is expensive.If an unplanned stop costs you £5,000 or more per hour in lost production, wasted product, idle staff, and missed despatch windows, the maths on a £20,000 pilot work. If it costs £500, they don't.
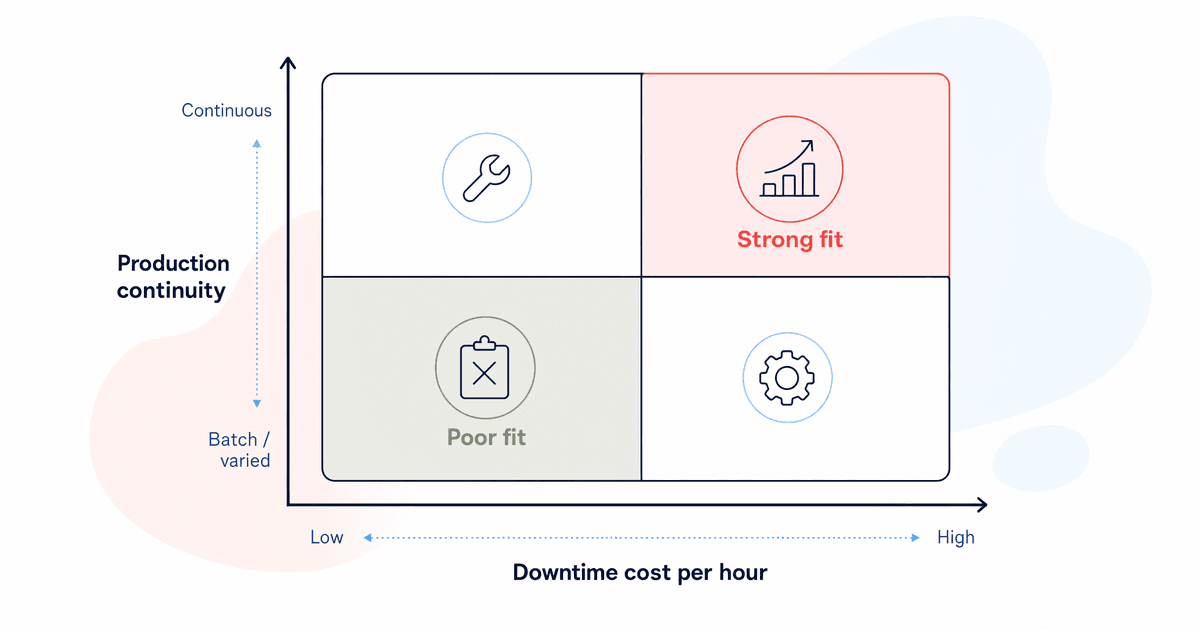
Where it doesn't work
Batch production with short runs.If you're switching products every two to four hours, the machine's operating profile changes constantly. The model can't establish a stable baseline. You'll get false positives constantly, or you'll need to build separate models per product run, which dramatically increases complexity and cost.
Equipment under five years old with limited failure history.Predictive maintenance is supervised learning: the model learns to spot pre-failure signals by studying what happened before past failures. If the machine hasn't had a meaningful failure yet, there's nothing to train on. You'd be flying blind.
Sites where maintenance is already well-managed.If your engineering team runs structured PPM schedules, your OEE is above 85%, and unplanned downtime is genuinely rare, you probably don't have an equipment problem. Adding an AI layer won't improve something that isn't the bottleneck.
The most common mistake we see is assuming that "we have downtime" means "we have an equipment problem." Often the real culprits are changeover time, material supply issues, or scheduling gaps. Check your downtime log before spending anything. If fewer than 40% of your unplanned stops are attributable to equipment failure specifically, predictive maintenance won't move the needle much.
Related: readiness for AI
Citation capsule:AI predictive maintenance delivers best results on continuous food production lines where unplanned downtime costs exceed £5,000 per hour and equipment has an established failure history. Industry benchmarks suggest 10-25% recovery of downtime-related losses in targeted areas when these conditions are met. Batch production with short runs and equipment under five years old are poor candidates.
How do you start without a big project?
You don't need a six-month scoping exercise. You need to answer three questions about one machine.
Step 1: Find your most expensive problem
Pull your maintenance log for the last 12 months. Identify the single piece of equipment responsible for the most unplanned downtime cost. Not the most frequent stops - the most expensive total cost, including wasted production, overtime, and delayed despatch.
If you don't have that log in digital format, that's your first task. A spreadsheet is fine. Paper logs need to be typed up. This exercise alone is worth doing regardless of whether you proceed with AI.
We've run this exercise with several UK food manufacturers. In most cases, one or two machines account for 60-70% of total unplanned downtime cost. The distribution is rarely even. Finding that machine takes about half a day with access to the maintenance records.
Step 2: Check if the equipment has PLC outputs
Does the machine have a PLC? If yes, is it logging fault codes, cycle data, and operational parameters? Can you export those logs, even manually, to a CSV?
If the answer to all three is yes, you have your pilot candidate. That machine, with its existing PLC data, is where you start. The sensor retrofit (if needed) is focused on that one asset.
If the machine doesn't have a PLC, or its logs aren't accessible, the first cost is connectivity - not modelling. Get a quote for connecting that PLC to a data store before you engage anyone about AI. It might be straightforward; it might be expensive enough to point you toward a different candidate.
Step 3: Check you have 12 months of history
This is the minimum threshold. If the machine was installed or overhauled in the last 12 months with no failures since, you don't yet have enough data to train a meaningful model. Wait, document everything carefully in the meantime, and revisit in six to twelve months.
If you do have 12 months of accessible digital logs including failure events, you're in a position to get a realistic quote for a pilot. The quote should specify: sensor gaps to fill, data prep scope, modelling approach, and expected timeline to reliable alerts.
Related: data quality requirements
Citation capsule:The practical starting point for AI predictive maintenance in food manufacturing is identifying the single most costly unplanned downtime source in the last 12 months, verifying it has accessible PLC logs, and confirming at least 12 months of digital failure history. This narrows the scope to one pilot candidate before any supplier engagement begins.
FAQ
How much does an AI predictive maintenance pilot cost for a UK food manufacturer?
A 90-day pilot runs £10,000-£30,000 all-in, covering sensor setup, data preparation, and model training. Sensor retrofitting for a single line costs £5,000-£15,000 depending on measurement points. Ongoing monitoring runs £1,000-£3,000 per month. If your PLC data is already accessible and you have 12+ months of clean logs, you'll be at the lower end.
Related: full AI use cases reference
What data do you need for predictive maintenance in food manufacturing?
At minimum, 12 months of digital equipment logs with PLC outputs, at least one sensor type per target machine (vibration, temperature, or current draw), and a maintenance log showing when failures occurred and what type they were. If your PLCs log to a historian or OEE system already, you may be closer to ready than you expect. See our post on data quality requirementsfor full thresholds.
Is predictive maintenance worth it for a food manufacturer with one or two production lines?
Potentially, but only if unplanned downtime costs you £5,000 or more per incident and you have a machine with a pattern of failures. If your site has one high-utilisation continuous line running the same products most of the week, and that line stops unpredictably, the economics can work. If your downtime is mostly caused by changeovers, material issues, or scheduling gaps, equipment monitoring won't help. Check your downtime log first.
Related: practical guide to AI for FMCG
Sources
- Schneider Electric (April 2026). "CPG manufacturers brace for mounting production losses and see industrial AI as a critical competitiveness lever by 2030." globenewswire.com
- BCG (June 2026). "AI in CPG: Scaling What Works." bcg.com
- Industry benchmarks: 10-25% downtime recovery from targeted predictive maintenance programmes (general industry data across manufacturing sectors).